
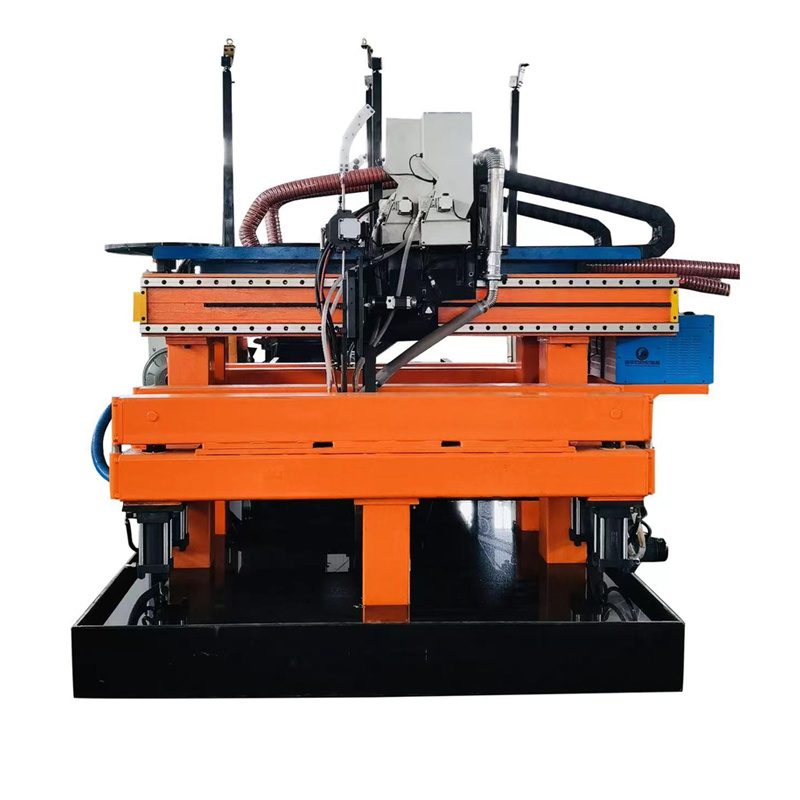


JH-800F耐磨板堆焊設備主要由支撐平臺、設備主體、雙向下粉裝置、擺動裝置、擺寬電動調節裝置、送絲裝置、堆焊電源、操作控制箱、控制線纜、焊接線纜、無線遙控器等組成。各部件之間通過硬連接(螺絲)和軟連接(線纜)的方式連接。



產品特點
支撐平臺組立焊接而成,下方放置有萬向輪便于焊板移動,兩側有限位方管放置焊板推偏;
設備主體采用方管焊接后再加工而成,上方可放置4桶焊絲,節省空間。下粉裝置采用齒輪式下粉盤和高精度步進電機,下粉精準;
擺動裝置采用中大無刷電機及減速機,擺動范圍可在0-130轉/分鐘實時調節;擺動寬度采用電動調節方式,通過紐子開關控制電機的升降來調節擺動的寬度。
送絲裝置采用定制型送絲鋁殼和大扭矩步進電機,扭矩大,送絲穩定,支持實時調速;堆焊電源采用650系列堆焊專用電源。
輸出穩定,性能可靠。操作控制箱采用信捷PLC作為控制總單元。
系統預設雙向焊接模式,也可根據客戶需求擴展其他焊接模式。
支撐平臺組立焊接而成,下方放置有萬向輪便于焊板移動,兩側有限位方管放置焊板推偏;
設備主體采用方管焊接后再加工而成,上方可放置4桶焊絲,節省空間。下粉裝置采用齒輪式下粉盤和高精度步進電機,下粉精準;
擺動裝置采用中大無刷電機及減速機,擺動范圍可在0-130轉/分鐘實時調節;擺動寬度采用電動調節方式,通過紐子開關控制電機的升降來調節擺動的寬度。
送絲裝置采用定制型送絲鋁殼和大扭矩步進電機,扭矩大,送絲穩定,支持實時調速;堆焊電源采用650系列堆焊專用電源。
輸出穩定,性能可靠。操作控制箱采用信捷PLC作為控制總單元。
系統預設雙向焊接模式,也可根據客戶需求擴展其他焊接模式。
設備基本參數
|
序號 |
名稱 |
參數 |
|
1 |
焊接寬度 |
≤1500mm(可定制) |
|
2 |
焊接長度 |
3000mm(調頭可焊6000mm) |
|
3 |
空程行走速度 |
0-3000mm/min |
|
4 |
耐磨板堆焊方式 |
支持單層/雙層堆焊 |
|
5 |
可堆焊材料 |
Q235 Q345 低碳鋼 不銹鋼 |
|
6 |
耐磨層堆焊厚度 |
2-40mm |
|
7 |
耐磨層堆焊速度 |
100-300 mm/min |
|
8 |
堆焊焊炬升降高度 |
0-100mm |
|
9 |
焊炬升降方式 |
電動調節 |
|
10 |
整機精度標準 |
符合 JBT5102-2011 |
|
11 |
直線定位精度 |
±0.1/1000mm |
|
12 |
速度誤差 |
±2% |
設備基本配置
|
序號 |
名稱 |
型號/規格 |
|
1 |
機架形式 |
臥式型 |
|
2 |
導軌間距 |
160mm |
|
3 |
導軌型號 |
LGD 12\4 根 |
|
4 |
驅動方式 |
伺服驅動 |
|
5 |
設備系統 |
信捷 1 套 |
|
6 |
電控部分 |
1 套 |
|
7 |
推板機臺 |
1 組 |
|
8 |
推板電機 |
1 臺 |
|
9 |
推板 (減速機 ) |
NMRV90/60 臥式減速機 |
|
10 |
液壓站 |
1 臺 |
|
11 |
液壓缸 |
16 組 |
|
12 |
液壓管路 |
若干 |
|
13 |
送絲機 |
4 套 |
|
14 |
水冷槍頭 |
4 套 |
|
15 |
推板驅動模組 |
閉環步進電機+蝸輪蝸桿減速機 1 套 |
|
16 |
推板傳動模組 |
齒輪齒條+定制滑軌 1 套 |
|
17 |
推板線纜拖鏈 |
1 套 |
|
18 |
焊槍臺車驅動模組 |
信捷伺服+減速機 2 套 |
|
19 |
焊槍臺車傳動模組 |
齒輪齒條+標準導軌 2 套 |
|
20 |
焊槍臺車線纜拖鏈 |
2 套 |
|
22 |
主機架顏色 |
海藍色/橘紅色/客戶指定 |
|
23 |
自動下粉裝置(雙送粉盤) |
4 套 |
|
24 |
焊絲校直系統 |
4 套 |
|
25 |
設備除塵管道 |
2 套 |















 導航
導航 產品
產品 微信
微信 電話
電話